



加气砖无托打包线基本的生产打包流程为是怎样的
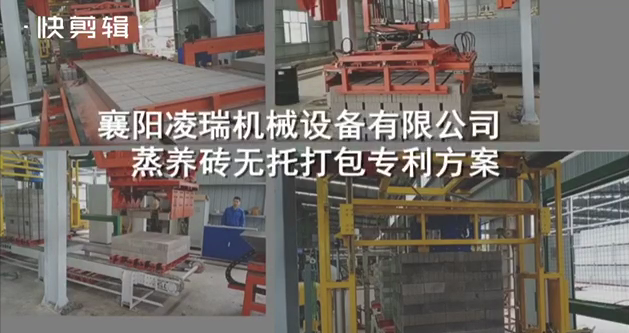
加气砖无托打包线工艺是由各打包设备构成的一条生产线,生产自动化程度高,与加气砖生产线构成整个自动化生产、包装流程,使得砖垛包装无需托盘,全自动打包机对于砖厂来说降低了加气砖水平打包机运输成本,同时通过对砖垛的直接包装也避免了人工码垛造成的砖材损坏,加气砖产品自生产蒸压釜内运出后直接打包,打包机组工艺运行合理,可以循环运行作业。信息来源:www.xylingrui.com | 发布时间:2022年09月15日
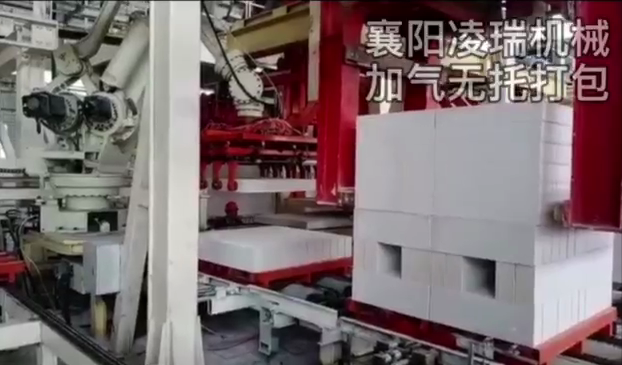
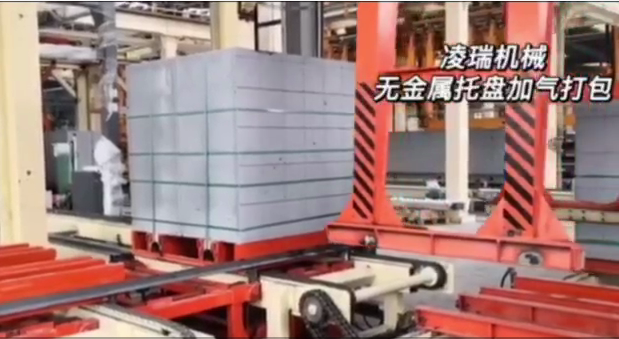
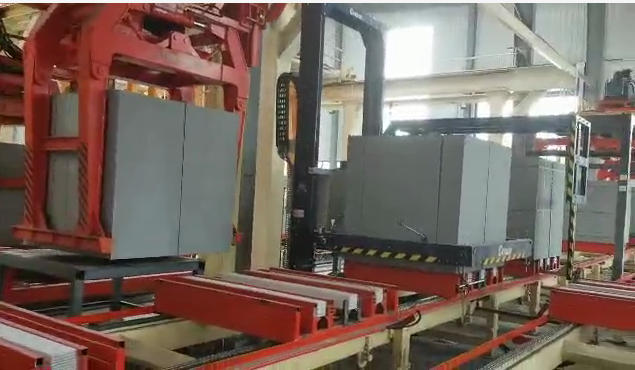
加气砖无托打包基本的生产打包流程为:装载成品加气砖的蒸养车从蒸压釜出来后通过回程轨道进入无托盘包装机组,自动进给机在回程轨道上推动蒸养车对其定位并使其移动,夹运装置通过抱砖器夹起砖垛,在进入蒸压釜前,加气砖坯体都是交叉码垛的,出釜后交叉码垛的加气砖产品被夹运装置按同一方向收拢,后随转运托盘一起通过升降推送机构转运到回程链式传送带上进行竖直捆扎,而后砖垛通过另一垂直布置的升降推送机构输送到二次捆扎链式输送带上,进行另一个方向的捆扎。此时已经完成捆扎的砖垛会被输送到卸垛链式传送带上进行卸垛,砖垛打包已经完成,但是加气砖无托打包运行系统工作并未完成,托盘运转装置会将孔托盘输送到回程链式传送带上,移动到运装置下等待下程的砖垛打包,整个打包系统工作流程此时才结束。

下一条:
从多个角度分析加气砖打包机设备的使用优势
相关文章
相关产品

|
襄阳凌瑞机械设备有限公司 联系人:秦总 15671266865 传真号:0710-3434639 公司网址:www.xylingrui.com 公司地址:湖北省襄阳市樊城区工业园邓曼路6号 技术支持:湖北运涛信息科技有限公司
|  |
